

減速機各部件安裝順序及注意事項
減速機各部件安裝順序及注意事項
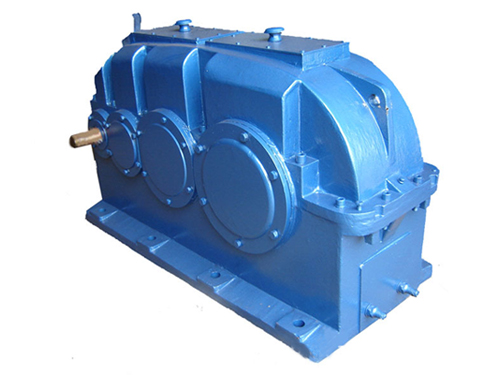
對減速機的安裝一般采取先分體,后組合的方式進行。即在對新減速機進行測量完畢后,將其進行分體。分別將減速機上端蓋、高速軸、軸瓦、輸出軸取下,再將空減速機底座吊至基礎座上安放、進行初步調整。
一、各部件的安裝順序
清理減速機箱體——安裝輸出軸端半齒輪聯軸器——將輸出軸吊入箱體內——檢測齒輪聯軸節處同心度及端面間隙——不合格則調整機體各部墊鐵使其符合要求——安裝高速軸底瓦——安裝高速軸側柱銷式半聯軸器——將高速軸吊入箱體內——檢測柱銷式聯軸節同心度及間隙——檢測高速軸與電機軸的同軸度——根據實際情況進行機體調整或刮瓦調整——緊固基礎螺栓——再次檢測各聯軸器處數據、檢測軸瓦數據——固定墊鐵——安裝減速機上端蓋——聯接各部聯軸節——齒輪間隙測量及齒輪研磨——拆除減速機上蓋——分解柱銷式聯軸節——吊出高速軸——清理研磨雜質——吊入高速軸——安裝上端蓋——聯接聯軸器——聯接各部油路。
二、注意事項
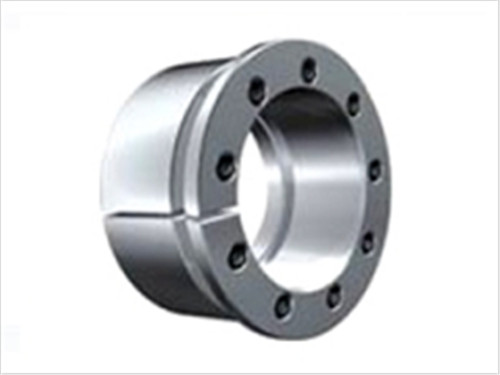
1、齒輪聯軸節直徑在855mm時,其同軸度要求為:徑向位移1.2mm、傾斜1.5/1000mm,端面間隙小為7.5mm。
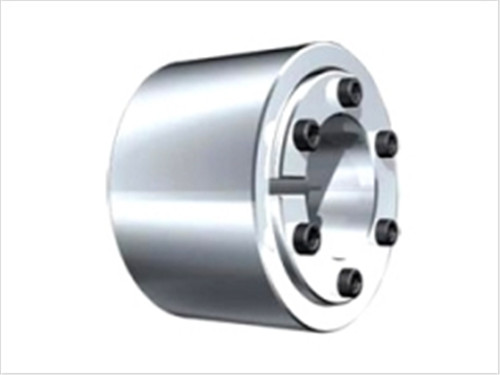
2、彈性柱銷式聯軸節直徑在630mm時,其同軸度要求為:徑向位移0.1mm、傾斜0.2/1000mm,端面間隙小為2~15mm。
3、聯軸器進行裝配時,加熱溫度在300℃左右,高不應超過400℃。加熱時要使里孔均勻膨脹,一般內孔直徑膨脹0.4mm~0.5mm時,即可安裝。安裝要一次性到位,中間不能停歇,否則易出現“抱死軸”現象。一旦出現“抱死軸”現象, 等部件全部冷卻后,在進行拆除工藝。
4、聯軸節找正均以電機或主滾筒側的聯軸節為基準,不得隨意調動未 換設備。
5、基礎螺栓緊固后 再次進行數據測量,以防止因墊鐵接觸不實,各部數據發生變化。如有變化, 進行再次調整,直至符合要求。
6、減速機接合面的平面度允差不得超過0.05mm,接合面的劃痕長度不得大于接合面寬度的2/3,不得超過0.3mm~0.5mm。
7、減速機接合面的水平度及高速軸與電機軸的同軸度測量均使用水平測量儀檢測,已達到其度。
8、減速機上蓋安裝時,不得加墊片等,但可用密封膠等進行密封。緊固端蓋螺栓后,要用0.05mm的塞尺進行密封性測量。
9、用壓鉛法檢測齒輪間隙時,鉛絲直徑一應超過理論間隙的2倍。同時不論其間隙如何, 對減速機齒輪進行使用前的初期研磨。
10、在換減速機時,不要 換潤滑油,使用舊油進行減速機初期磨合,待磨合達到要求后,在 換新油。